
-

 .
.prendo l'avvio da un caso reale: su 6 spezzoni di barre d'acciaio per armatura del cls mandati recentemente in laboratorio, 5 provini hanno presentato uno snervamento superiore al limite dei 572 mpa consentito dalle ntc 2008.
il punto è che tutti gli altri parametri (tensione di rottura, rapporto rottura/snervamento ed allungamento) erano entro i limiti di norma.
perciò, a mio giudizio, non ritenendo così grave la cosa, avrei tranquillamente accettato quell'acciaio ma non ho potuto farlo perché mettere agli atti un certificato di un laboratorio ufficiale che chiaramente ed inequivocabilmente ti presenta dei numeri superiori al limite consentito, in generale, non è che sia così "salutare" per la direzione lavori, a prescindere dall'opinione che uno possa essersi formata.
allora chiedo: che senso ha quel limite massimo fissato per lo snervamento?
certo, l'acciaio rimane elastico fino a una tensione leggermente maggiore (nel mio caso 576 mpa contro 572 mpa) ma tutti gli altri parametri rientrano nella norma, primo fra tutti il rapporto ft/fy indice della duttilità del materiale. viene falsata la duttilità della sezione? .
. -
.
Io non ricordo analoga prescrizione nelle norme precedenti.
Quindi deduco, magari erroneamente, che tale limite derivi dalle 'nuove' indicazioni di calcolo contenute nel DM08.
Mi riferisco a gerarchia delle resistenze e duttilità.
Inizialmente avevo pensato ad un tratto plastico nel dominio costitutivo dell'acciaio più 'corto' , tale da inficiare l'assorbimento di energia.
Ma in effetti se dici che anche i rapporti ft/fy sono all'interno di quanto prescritto dalla norma, vorrà dire che il tratto plastico ha sempre la stessa "lunghezza", e quindi a conti fatti sempre la stessa energia è possibile dissipare una volta superato lo snervamento.
Quindi potrei ipotizzare che la regola abbia a che fare con la gerarchia delle resistenze.
Un acciaio con fy troppo alta 'neutralizzerebbe' la regola?
In effetti per le travi i momenti resistenti sono generalmente direttamente proporzionali al valore di fyd. Nei pilastri invece la presenza dello sforzo normale fa perdere questa proporzionalità diretta.
Tanto da non far rispettare la gdr trave-pilastro determinata con il valore convenzionale di calcolo di 391 N/mm²?
(Afazio in chat prospettava l'inutilità dell'ulteriore controllo in cantiere delle barre, visto il controllo statistico operato in stabilimento, e visto che proprio da questo controllo statistico la norma si 'spinge' ad avere un fattore gamma del materiale molto basso. Ma d'altra parte se a monte c'è il controllo che c'è, non si dovrebbero affatto, a valle, verificare questi casi......io potrei anche ipotizzare una staratura delle presse del laboratorio locale, ma non vorrei aprire un vaso di pandora.....). -
.
controlli in stabilimento di produzione
controlli nei centri di traformazione
controlli di accettazione
produzione in stabilimento icon sistema permanente di controllo interno
sistema di gestione della qualità del prodotto
certificaziopne del sistema di gestione della qualità del prodotto
procedura di qualificazione presso il Servizio Tecnico Centrale
rinnovo semestrale di tutto quanto
controlli interni di produzione
controlli nel corso delle visite ispettive
controlli periodici da parte dei laboratori incaricati
documentazione per tracciabilità del prodotto
sistema di controllo della lavorazione nei centri di trasformazione
prove interne nei centri di trasformazione
possibile che la prova sulla singola barra in cantiere metta in discussione tutto questo castello costruito a monte?
possibile che nessuno degli intervenuti in questo incredibile processo di controlli, visite ispettive, visite improvvise non preannunciate, denuncie inizio attività, nomine di responsabili di stabilimento, marchiatura ogni metro di barra, qualificazioni a destra e a sinistra, si sia accorto che ... l'acciaio non va bene e rischia di mettere in discussione la sacra gerarchia?. -
.
continuo
Ai fini della verifica della qualità, il laboratorio incaricato deve effettuare controlli saltuari ad intervalli non superiori ai tre mesi, prelevando tre serie di campioni, ogni serie deve essere composta da alemno 5 barre dello stesso diametro scelte con le stesse modalità contemplate nelle prove a carattere statistico e provenienti dalla stessa colata e via dicendo
perle prove di qualificazione, il laboratorio incaricato, senza preavviso, preleva ben 75 saggi, da tre diverse colate (venticinque per colata), scelti su tre diametri e bla bla bla
Qualora uno soltanto dei campioni sottoposti a prova di qualificazione non soddisfi i requisiti allora si procederà al prelievo di altri 75 campioni o del numero di campioni relativi al diametro fallace e si rifanno le prove.
Se poi si ottiene altro esito negativo pur interessante una sola barra, si procederà a ripetere da capo la prova di qualificazione.
Vi rendete conto che questo processo di prove su prove e riprove delle prove è indubbiamente un grosso affare per i laboratori che naturalmente si oppongono attraverso l'associazione di categoria ad uno snellimento e sgravio da parte dell'utente finale da questo oneroso (e a mio parere inutile) controllo in cantiere?. -
.
Ma io insisto.
A fronte del popò di roba che hai elencato, e magari approssimato per difetto, Reversi riscontra una 'partita', seppur infinitesima in cui le cose non sono andate come sarebbero dovute andare.
Come mai? Come è possibile?
Fossi il pessimista di turno potrei pensare che alla fine è tutto un mondo di carta. E che anche esiti 'al limite' vengono venduti perchè nulla della produzione può e deve essere buttato.
Oppure che anche a fronte di tutti i controlli statistici del mondo, di tutti i sistemi di qualità, ecc. se qualcosa può andare storto.....ci va. E quindi è bene controllare fino all'utilizzatore finale il materiale.
Oppure.....che la pressa del laboratorio locale...... -
.Ma io insisto.
A fronte del popò di roba che hai elencato, e magari approssimato per difetto, Reversi riscontra una 'partita', seppur infinitesima in cui le cose non sono andate come sarebbero dovute andare.
Come mai? Come è possibile?
Fossi il pessimista di turno potrei pensare che alla fine è tutto un mondo di carta. E che anche esiti 'al limite' vengono venduti perchè nulla della produzione può e deve essere buttato.
Oppure che anche a fronte di tutti i controlli statistici del mondo, di tutti i sistemi di qualità, ecc. se qualcosa può andare storto.....ci va. E quindi è bene controllare fino all'utilizzatore finale il materiale.
Oppure.....che la pressa del laboratorio locale.....
si ok, puo' anche essere, anche il manometro della pressa o una cattiva esecuzione della prova, ma ripeto, in tutto questo l'utente finale che c'entra?
paga le sei prove, poi ne preleva altre dieci e paga anche quelle, poi comunica l'anomalia al STC e nel frattempo ha prelevato una quantità di campioni superiore in peso al quantitativo di acciaio realmente utilizzato (che poi è discutibile anche questo, dato che l'acciaio lo ha utilizzato e si trova entro il getto, deve procedere all'acquisto delle barre necessarie per le ulteriori prove, acciaio che nulla ha a che vedere col primo) ed intanto ha tutto congelato e fermo.. -
.
Aggiungo ancora che l'acciaio costa di più a causa del fatto che i produttori sono gravati, giustamente, da tutta questa trafila burocratica, dalla severità dei controlli, dalla istituzione di procedure di controllo certificate da enti accreditati, dalla assunzione di direttori e responsabili vari. Naturalmente tutti questi costi gravano su chi acquista l'acciaio "certificato".
Non comprendo quindi l'ulteriore gravame in sede di accettazione.. -
.Ma d'altra parte se a monte c'è il controllo che c'è, non si dovrebbero affatto, a valle, verificare questi casi......io potrei anche ipotizzare una staratura delle presse del laboratorio locale, ma non vorrei aprire un vaso di pandora.....)
come mia abitudine, al momento dell'arrivo della fornitura, ho fatto copia della bolla, dell'attestato e del certificato delle prove effettuate sull'acciaio in stabilimento.
ho verificato che tutto concordasse per cui posso dire che quell'attestato si riferisce a quella colata, così come pure quel certificato di prova e che la fornitura che mi hanno mandato è proprio quella identificata da quei documenti.
ebbene, il certificato delle prove effettuate in stabilimento riporta valori conformi, compresi quelli relativi allo snervamento.
ho pensato anch'io, in prima battuta, ad un problema di taratura delle macchine del laboratorio locale.
ma il laboratorio, in quanto laboratorio ufficiale, segue regole strettissime in merito alla taratura ed è, oltretutto, certificato perché applica un sistema di gestione qualità: non è perciò possibile (rimanendo alle carte) che non abbiano effettuato la taratura alla scadenza prevista e con le modalità previste. a meno che, a loro volta, quelli che hanno tarato le macchine avevano attrezzature starate e così via, a catena...
ma in fin dei conti, questo non c'entra niente con la questione che ho posto, che è relativa al solo aspetto normativo: perché c'è un limite massimo allo snervamento? e questa limitazione deve derivare (a mio parere) o da una motivazione "meccanica" -perché si ha un degrado di una qualche prestazione- o da una motivazione "statistica" -perché oltre un dato valore il numero di scarti quadratici medi di distanza dalla media è indice di produzione incostante-.
ma se la ragione è la seconda, cosa mi frega se la produzione è costante o meno se ciò non comporta pure un problema di prestazioni?
e allora si ritorna alla domanda originaria: ciò comporta il degrado di qualche prestazione?. -
.
I parametri di accettazione sono un modo per standardizzare gli acciai. Se quei limiti sono rispettati siamo certi di avere a che fare con acciai le cui prestazioni sono inequivocabilmente quelle previste dalla norma e, pertanto, possono essere battezzati come B450C, B450A ...ecc .
Un lieve scarto su uno di quei valori non inficia la qualità del prodotto, ma burocraticamente pone problemi seri, poiché, ufficialmente, quei ferri, non possono essere accettati. Salvo, recuperare gli spezzoni avanzati ( i laboratori sono obbligati a conservarli per un certo tempo) e ripetere la prova in altro laboratorio.
Sulle cause, propenderei anch'io per qualche anomalia nella prova: quelle macchine hanno spesso problemi legati alle impostazioni dei programmi di gestione, inoltre, per le macchine più recenti, se l'estensimetro non apre in tempo, perché non sente il decadimento di resistenza che preannuncia la rottura, può stararsi e, nei casi più gravi rompersi. Per le macchine con ganasce idrauliche possono poi manifestarsi problemi legati alle pressioni di confinamento in rapporto ai tipi di acciai.... Ecc, ecc.
Insomma la casistica, come vedi, è vasta...
Bye. -
.a mio giudizio, non ritenendo così grave la cosa, avrei tranquillamente accettato quell'acciaio
come avevo scritto, fosse stato per me avrei senz'altro accettato quell'acciaio (beninteso, di migliori caratteristiche meccaniche). ecco infatti quali erano i risultati delle prove:
mi sono però chiesto cosa avrei dovuto fare se, malauguratamente, quell'acciaio fosse stato messo in opera.
credo che la corretta procedura sia analoga a quella che si attua quando è il cls a non rispettare i limiti di norma: determinare il reale valore caratteristico dei parametri meccanici del materiale effettivamente utilizzato e ripetere i calcoli.
così, applicando a ritroso le formule di tabella 11.3.VI, si trova:
fy,k = 455 MPa
fy,max = 455 x (1,25 + 0,02) = 577,85 MPa
fy,min = 455 - 25 = 430 MPa
l'acciaio provato può quindi essere classificato come un B455C.
ripetendo i calcoli con fy,d = 455/1,15 = 395,65 MPa si può perciò verificare, numeri alla mano, se l'acciaio effettivamente messo in opera pregiudica o meno il progetto autorizzato e, in definitiva, accettare anche una fornitura di acciaio che non rispetta i limiti di norma ma che vi può essere ricondotta con una adeguata classificazione.
tutto ciò lo ritengo possibile solo perché i rapporti ft/fy sono comunque rientrati entro i limiti di norma, garantendo così la duttilità del materiale (o, meglio, l'intervallo di duttilità atteso). diverso sarebbe stato il caso in cui, a fronte di un più elevato fy, fosse rimasto pressoché invariato il valore di ft. in tal caso credo che non ci possano essere alternative alla demolizione.. -
+1 .
Ho voluto provare a fare qualche prova con il programma sulle sezioni generiche "che concedo solamente a qualche amico", come leggo qualcuno dice.
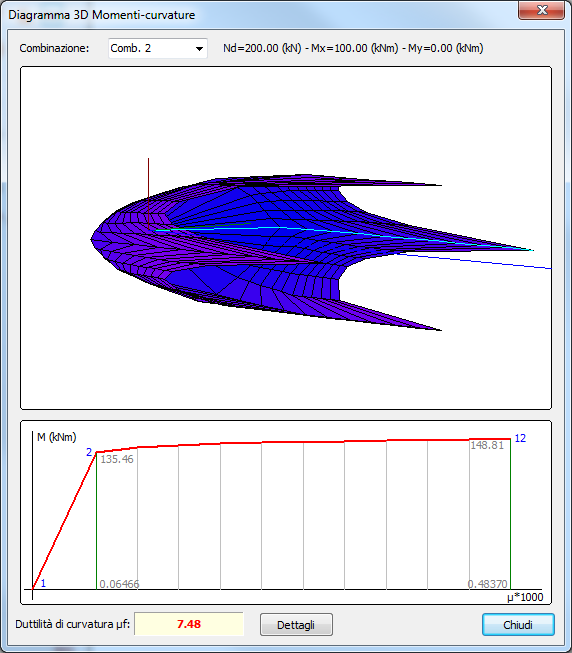
Ho preso la solita sezione 30x50 cm, armata con 3Ø16 in basso ed in alto. Ed ho determinato il diagramma momenti curvatura con una doppia combinazione di carico. La prima a pura flessione (trave), la seconda con uno sforzo normale (pilastro).
Inizialmente ho lasciato al default i valori del materiale acciaio, quindi 450 N/mm² tensione caratteristica di snervamento, e 1.00 come valore di incrudimento.
Ecco i due risultati: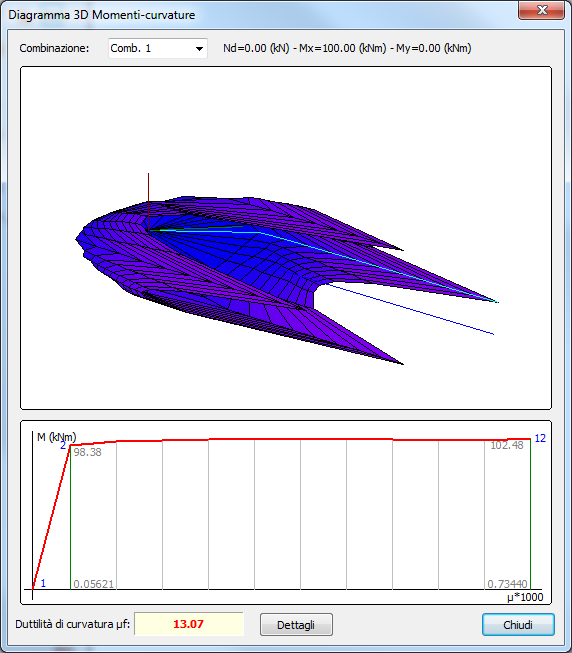
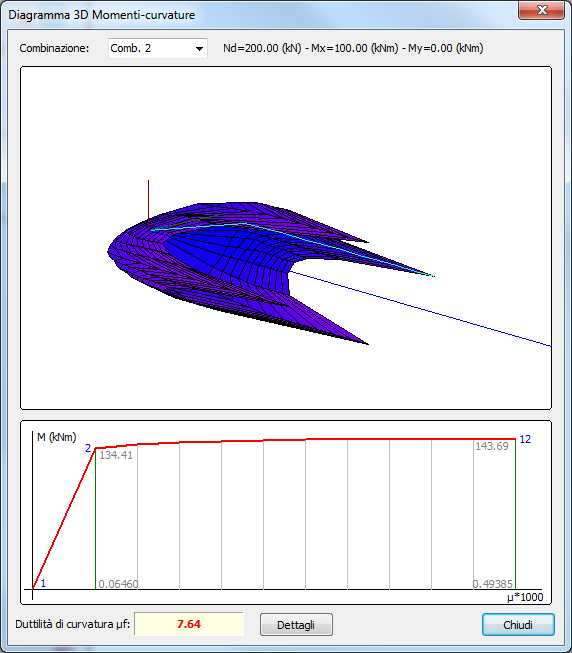
Quindi rapporto tra le curvature a rottura e snervamento rispettivamente 13.07 e 7.64, guardate anche i valori di curvatura allo snervamento (numeretto in grigio sull'asse x in corrispondenza del punto 2).
A questo punto ho modificato i parametri meccanici dell'acciaio inserendo i valori 'veri' riscontrati da Reversi, quindi 455, e fattore di incrudimento 1.16. Così: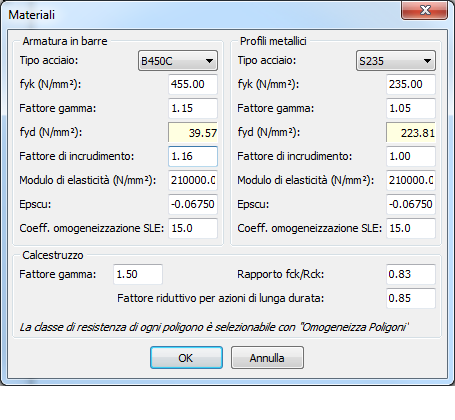
Ottenendo: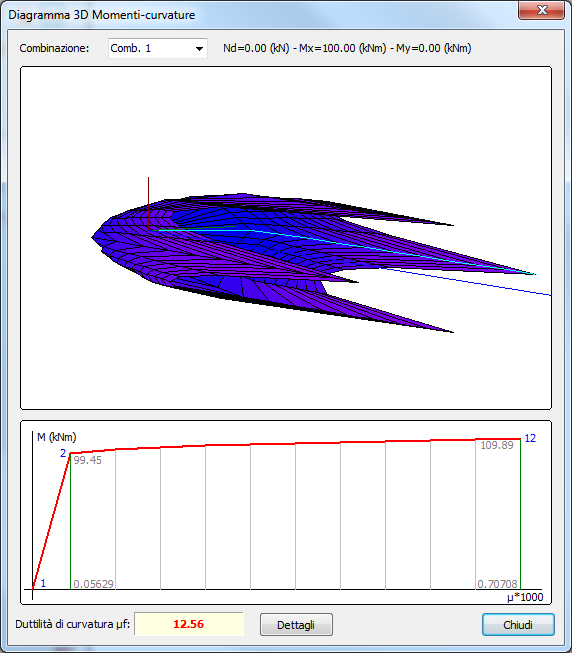
Come si vede le duttilità di curvatura sono diminuite. Sia per la differente curvatura allo snervamento (maggiore) che per la differente curvatura a rottura (minore).
Ho provato anche a non mettere il fattore di incrudimento (lasciandolo ad 1.00) Ed anche in quel caso ho una lieve riduzione della duttilità di curvatura (e per gli stessi motivi, curvatura allo snervamento lievemente maggiore, curvatura a rottura lievemente minore).
In sintesi, un acciaio 'migliore' poichè possiede una resistenza a snervamento maggiore, renderebbe meno duttile la sezione.. -
.Come si vede le duttilità di curvatura sono diminuite. Sia per la differente curvatura allo snervamento (maggiore) che per la differente curvatura a rottura (minore).
Ho provato anche a non mettere il fattore di incrudimento (lasciandolo ad 1.00) Ed anche in quel caso ho una lieve riduzione della duttilità di curvatura (e per gli stessi motivi, curvatura allo snervamento lievemente maggiore, curvatura a rottura lievemente minore).
In sintesi, un acciaio 'migliore' poichè possiede una resistenza a snervamento maggiore, renderebbe meno duttile la sezione.
perfetto.
zax ha confermato quello che io avevo inizialmente immaginato: viene modificata la duttilità della sezione.
ecco infatti il dubbio che avevo espresso nel primo post:CITAZIONE (reversi @ 2/4/2015, 00:19)allora chiedo: che senso ha quel limite massimo fissato per lo snervamento?
certo, l'acciaio rimane elastico fino a una tensione leggermente maggiore (nel mio caso 576 mpa contro 572 mpa) ma tutti gli altri parametri rientrano nella norma, primo fra tutti il rapporto ft/fy indice della duttilità del materiale. viene falsata la duttilità della sezione?
post scriptum.
noto in questa immagine un bug nella visualizzazione di fyd:
benché non abbia alcun dubbio che il valore usato internamente sia corretto, viene visualizzato 39,57 N/mm2 invece di 395,7 N/mm2.
post post scriptum
a quando un aggiornamento di questo ottimo programmino nel solito posto? .
. -
.
Mi hai trovato un errore.
Ha a che vedere con le unità di misura.
Circa la questione: è vero che la duttilità diminuisce, però in verità assai poco.
C'è da dire che il nuovo valore 455 è poco differente dal 450.
Ma il 455 è ricavato dalla formula di normativa contenuta nella tabella 11.3.VI, che io capisco abbastanza poco.
La formula indica che il massimo valore di fy accettabile deriva da: [450x(1.25+0.02)]
Ora, io non capisco perchè ci sia qualche parentesi quadra di troppo e perchè non si è scritto semplicemente 450x1.27.
Posso pensare, anzi debbo, che questo limite massimo derivi dalla solita curva di gauss, e che quindi entri in gioco il valor medio e lo scarto quadratico medio della popolazione.
D'altra parte il 450 non è il valor medio, ma, essendo caratteristico, quello superato dal 95% dei provini. Quindi prossimo ai valori minimi della popolazione.
Riusciamo a ricavare in qualche modo un senso a quella formula?. -
.La formula indica che il massimo valore di fy accettabile deriva da: [450x(1.25+0.02)]
Ora, io non capisco perchè ci sia qualche parentesi quadra di troppo e perchè non si è scritto semplicemente 450x1.27.
ti rispondo innanzitutto riguardo alla parentesi: a mio avviso non è di troppo, ma pare avere un senso perché sta ad indicare che l'unità di misura N/mm2 si applica al risultato del calcolo. la stessa cosa la vedi anche al rigo di sopra nella stessa tabella.
per quanto riguarda la forma della formula, ipotizzo che i due numeri 1,25 e 0,02 abbiano significato differente e per tale ragione siano stati scritti come somma invece che come coefficiente aggregato. questo consente al normatore, che certamente conosce il significato di quei due numeri, di poterne variare uno solo.
ad esempio, 1,25 potrebbe essere il coefficiente che consente di ottenere il valore medio fym partendo dal valore caratteristico fyk mentre 0,02 potrebbe essere il coefficiente che consente di ottenere il prodotto k*s sempre partendo da fyk. in tal modo si ottiene il limite superiore per lo snervamento espresso nella nota forma fym + k*s.
riguardo poi ai due valori in sé, non è nemmeno detto che derivino dalla curva di gauss, visto che la distribuzione dei valori di snervamento non può (per sua natura) essere simmetrica. non confondiamo infatti la simmetria -anche questa ideale- del legame costitutivo con la distribuzione dei valori di snervamento. quindi può essere che il normatore si sia lasciato dei margini di manovra per un possibile futuro aggiustamento di questi parametri.. -
.
all'inizio della discussione del problema, il 25/03/2015 in chat, deste dato uno sguardo alle nuove tabelle di NTC 2015? (credo lo abbiate fatto).
pare che 130 (o 120) N su mm2 abbiano - in negativo - la loro importanza.
qualcuno aveva spostato le due asticelle, che poi furono riportate a capo.
quello che mi indispettisce è che con NTC 2008 dette prove gravavano solo sul cantiere, mentre ora (domani) con NTC 2015 graveranno sia sul cantiere, sia sui centri di trasformazione... (se l'aciaio verrà da questi centri); insomma, a forza di ripetere le stesse prove, i costi e lo stress per queste prove all'infinito sarà maggiore di quella del materiale posato in opera..
limite massimo allo snervamento dell'acciaio |



