
-
+2

 .
.Prendendo spunto da una mia domanda in chat relativa al dimensionamento dello spessore delle rosette negli ancoraggi di base acciaio-calcestruzzo, sono venute fuori un po' di cose che sarebbe penso carino non perdere, sebbene su un argomento così piccolo.
NB: per una hyper-short-version andare in fondo al post.
Le "rosette" (o più propriamente, le teste degli ancoraggi annegati nel calcestruzzo) devono essere verificate al fine di garantire una corretta distribuzione a 35° del cono di calcestruzzo, che resisterà per tensione all'interfaccia laterale di tale cono (ma il CC method considera invece la sua proiezione equivalente...)
(immagine da Perrone, I collegamenti chiodati, bullonati e saldati)
Il meccanismo che potrebbe causare dei problemi è strettamente legato alla dinamica dell'ancoraggio: partendo dal fatto che si tratta di un calcolo a rottura e non di un calcolo elastico, la barra d'ancoraggio sollecitata a trazione tende ad allungarsi (specie se liscia, in quanto la sua aderenza col cls è solo chimica) e la rosetta, che è o saldata o avvitata con dado-controdado, tende a seguire tale movimento. Il calcestruzzo ovviamente si oppone a tale movimento esercitando una pressione sulla faccia superiore della rosetta che, se quest'ultima è troppo fine e la trazione importante, può schiacciare localmente il calcestruzzo e deformarsi in maniera indesiderata, comportando una ripartizione delle tensioni sulla faccia superiore della rosetta non uniformi e quindi un cono di calcestruzzo più piccolo (anche se, da un punto di vista di calcolo, in generale si assume che il cono parta dall'asse della barra) e un rischio di rottura fra la barra e la rosetta (specie se bullonata! Se si usano connessioni a piolo con testa, mi sembra che il metodo di costruzione crei una saldatura a piena penetrazione, ma non ricordo)
Inoltre, sebbene non sia spesso contemplato come caso, il fenomeno di splitting può avvenire anche in caso di compressione sull'ancoraggio (ad esempio quando si utilizzano pioli saldati all'interfaccia inferiore del collegamento di base), in quanto l'ancoraggio, in questo caso, riesce a prendere una parte del carico in compressione (alle volte, se in stand-off, prende tutta la compressione!) e tramite la testa d'ancoraggio lo trasmette al calcestruzzo sottostante, e crea un meccanismo strut & tie con conseguente rischio di splitting. Uno spessore insufficiente della rosetta in questo caso può concentrare ancora di più lo sforzo su un'area più piccola favorendo lo splitting sulla faccia inferiore della membratura in cls.
Per capire, ad esempio la problematica che può influenzare il corretto comportamento dell'ancoraggio, il FIB 58 del 2011 dà queste indicazioni:
FIB 58, Scope 18
Mentre Eligehausen ci può dare un'idea dell'influenza sul cono di calcestruzzo (Eligehausen e al., Anchorage in concrete construction, p. 335, e l'Appendix D è quello dell'ACI 318-05, oggi superata e tale Appendice non mi sembra esista più)
-------------------------------
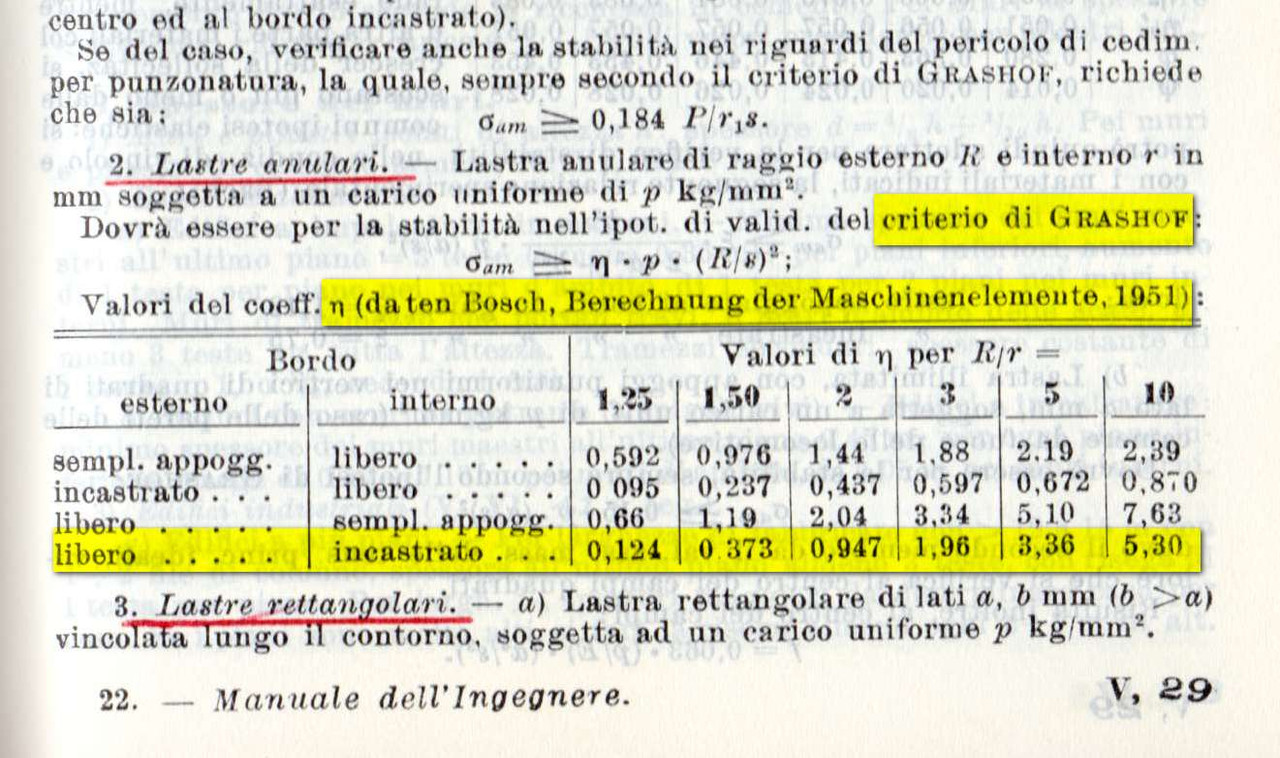
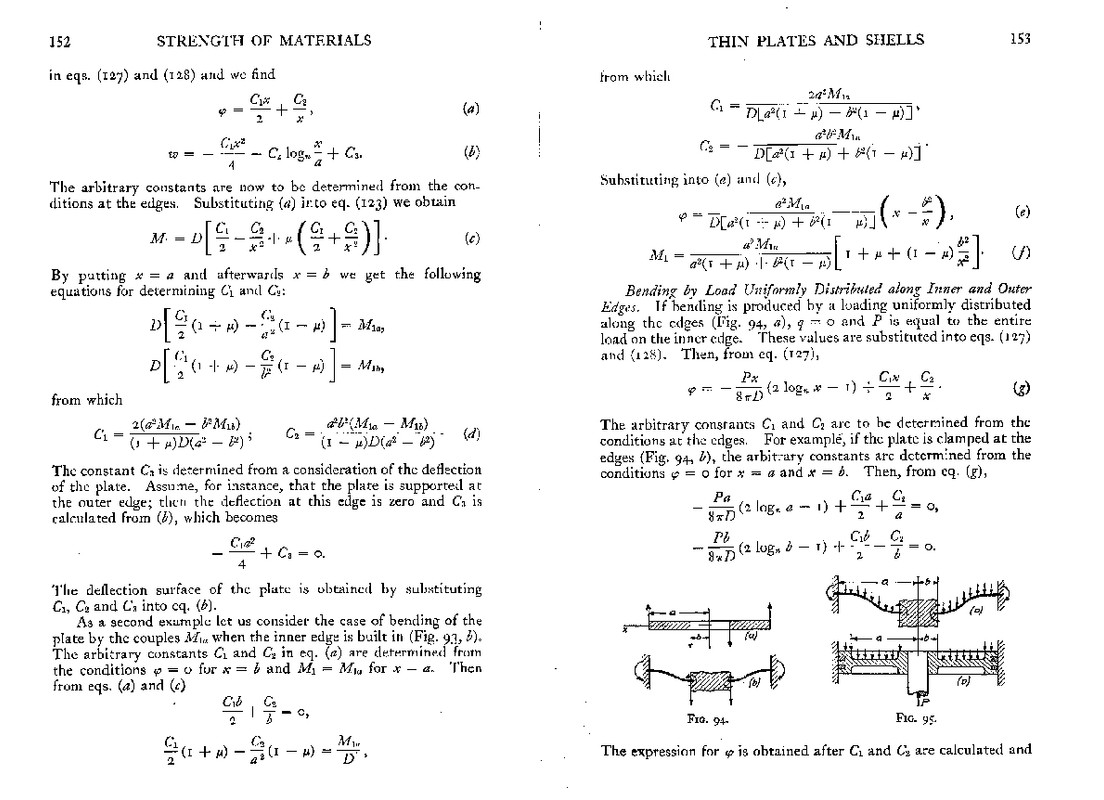
In generale, queste teste d'ancoraggio vengono verificate come delle mensole anulari caricate uniformemente.
Dall'università, ho ripreso i miei appunti e mi sono chiesto, dopo svariato tempo, da dove venisse quella formula che avevo scritto durante le lezioni e che mi è stata d'aiuto svariate volte: insomma, in fin dei conti non veniva altro che dai quaderni dell'Italsider! (I collegementi nella carpenteria metallica, 116-117). Che a loro volta, sembra, lo riprendano dal Manuale Colombo del 65:

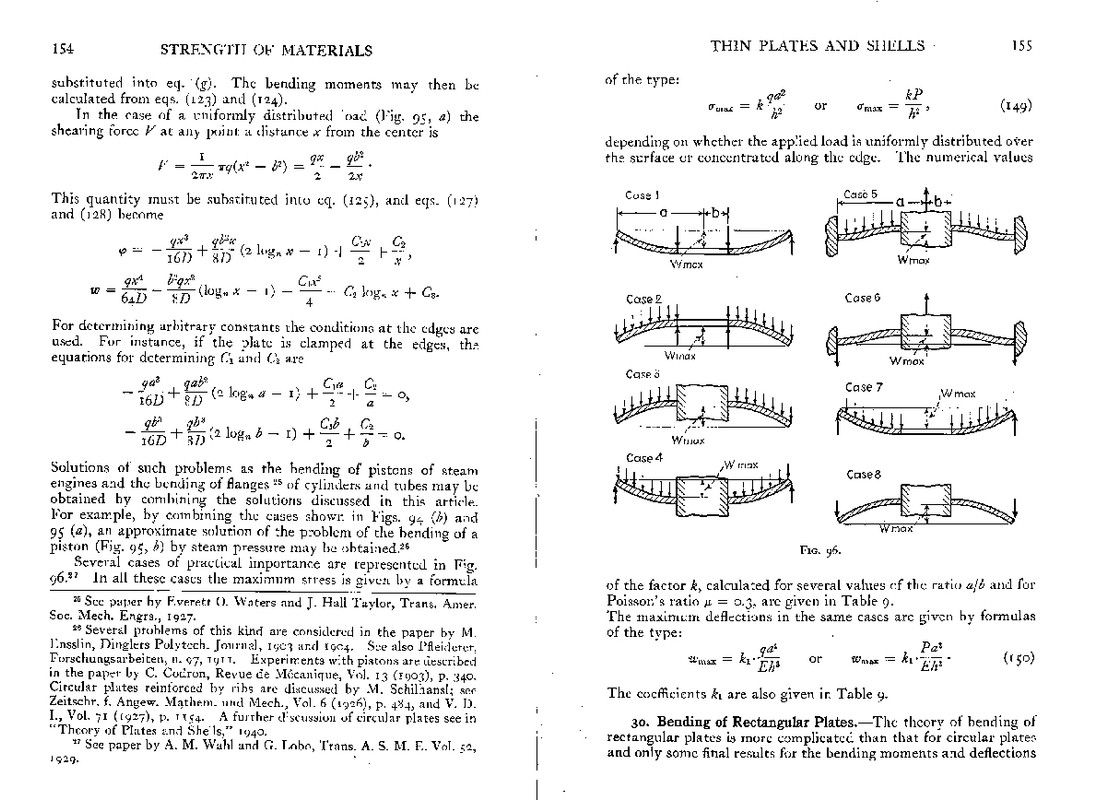
Tuttavia, da dove si originano queste formule mi è incognito (non ho fatto i calcoli a mano...). Probabilmente, vedendo la descrizione dello stesso caso fatta nel Roark's Formulas, si tratta di una semplificazione della soluzione effettiva (anche qua non l'ho verificata, ma la prendo per buona):



Perrone mi sembra si cali su un approccio più simile a quello di scienza del Roark:



-------------------------------------------------------------
Se vogliamo però evitarci di alambiccarci con tutto ciò, occorre magari prendere un comodo convertitore di unità e lavorare con queste indicazioni dell'AISC o usare direttamente i riferimenti del FIB 58 ed Eligehausen:
 .
. -
.
in chat non si è detto, ma credo sia necessaria anche una verifica a punzonamento;
(più è corta la lunghezza del tirafondo (perrone la indica come lambda), più il punzonamento diventa "interessante").
(credo non si tenga conto della ripartizione dello sforzo normale per aderenza e si semplifica facendo affidamento alla sola faccia superiore della rosetta, che dalle figure è soggetta a un carico p uniforme; p è uniforme se la rosetta è sufficiientemente rigida).. -
+1 .
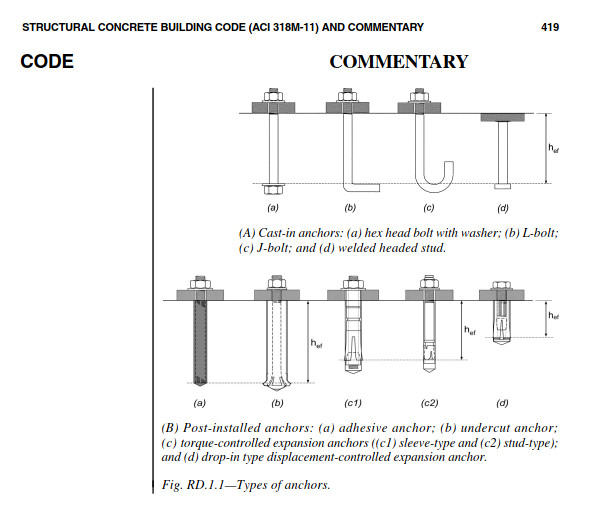
eventualmente si può fare riferimento anche alle norme ACI 318M-11 Appendix D : Anchoring to concrete dove sono specificate le caratteristiche delle saldature e dei materiali (AWS D1.1 welded headed stud) o le caratteristiche delle filettature (ANSI/ASME B1.1 - B18.2.1 e B18.2.6). Vengono prese in considerazione 'rosette' saldate o anche bullone + rondella
 .
. -
.
per quanto riguarda i diametri noi avevamo una standardizzazione interna che faceva riferimento alle DIN (noi installavamo macchine) 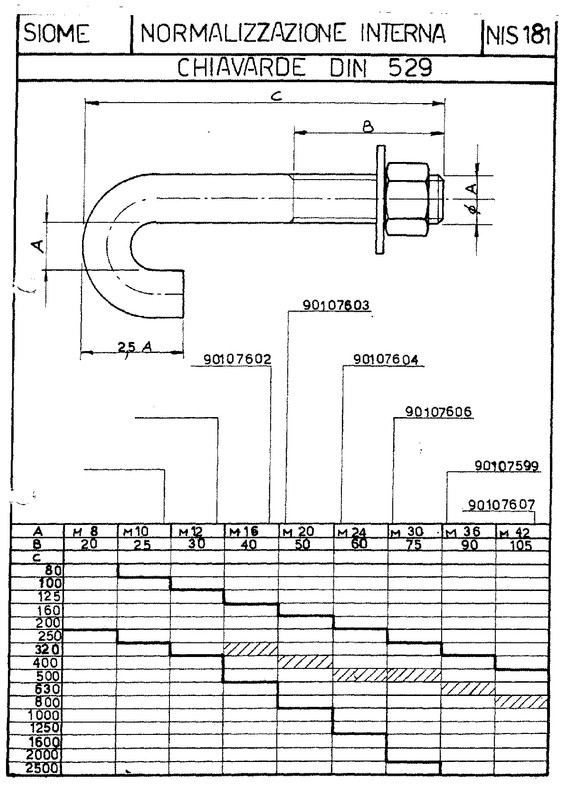 .
. -
+2 .CITAZIONETuttavia, da dove si originano queste formule mi è incognito (non ho fatto i calcoli a mano...)
 .
. -
+1 .
ulteriore doc (Google free download) 1 - http://files.engineering.com/download.aspx...nchor_Bolts.pdf 2 - https://www.construccionenacero.com/sites/...2nd_edition.pdf . -
.ulteriore doc (Google free download) 1 - http://files.engineering.com/download.aspx...nchor_Bolts.pdf 2 - www.construccionenacero.com/sites/...2nd_edition.pdf
non riesco a seguire l'inglese (e da un po' neanche l'italiano), ma vedendo i grafici noto che nel documento con minor numero di pagine è preso in considerazione il fenomeno del punzonamento.
che alla fine non è altro quello che il leonhardt tratta sotto il nome "zone di introduzione dei carichi", e che necessita di armatura di frettaggio (problema analogo del precompresso).. -
.non riesco a seguire l'inglese (e da un po' neanche l'italiano), ma vedendo i grafici noto che nel documento con minor numero di pagine è preso in considerazione il fenomeno del punzonamento.
che alla fine non è altro quello che il leonhardt tratta sotto il nome "zone di introduzione dei carichi", e che necessita di armatura di frettaggio (problema analogo del precompresso).
Occhio a parlare di punzonamento, sebbene il fenomeno sia molto simile vi è un fattore di scala che influenza la diffusione degli sforzi nel cls: mentre di solito si parla di tipo 26°-27° per il punzonamento (solette+pilastri), negli ancoraggi siamo attorno a 35° (range 30-40), con un aumento di tale angolo tanto più l'ancoraggio è profondo. In un certo senso il size effect dello stesso fenomeno fa sì che più l'elemento punzonato è sottile (in proporzione all'area caricata), e più l'angolo è piccolo (e quindi un'area grande, come se il cls cercasse superfici di resistenza più ampie).
Inoltre negli ancoraggi il sistema classico del punzonamento funziona molto male a mio avviso, per via della sovrapposizione dei coni di proiezione del cls: questo fa sì che l'area ed il perimetro diventi pressoché impossibile da calcolare, e per questo altri metodi (CC) sono stati sviluppati. L'Eurocodice 1992-4 è un riferimento molto recente (che ha rimpiazzato gli ETAG).
Edited by Jagermeister - 20/5/2020, 13:09. -
.eventualmente si può fare riferimento anche alle norme ACI 318M-11 Appendix D : Anchoring to concrete dove sono specificate le caratteristiche delle saldature e dei materiali (AWS D1.1 welded headed stud) o le caratteristiche delle filettature (ANSI/ASME B1.1 - B18.2.1 e B18.2.6). Vengono prese in considerazione 'rosette' saldate o anche bullone + rondella
Nella norma che hai citato trovo anche questo:
che da qualche margine sulla proiezione dei coni di cls in funzione anche dello spessore della rosetta. Nelle ACI 318-14 non esiste più l'Appendix D, è vero, ma hanno spostato tutto nel capito 17. Lo stesso testo si ritrova più o meno al 17.4.2.8 (prima non lo trovavo!). -
+1 .
di seguito, il link all'intero capitolo 17 estratto dalla norma ACI 318M-19 da cui il nostro bravo jager saprà "cogliere" quello che serve ed illustrarcelo:
https://app.box.com/s/mdr3sgs799pgmiol6gzipl7v9f4nhiha. -
.
Sbaglio o mi sembra che il testo concernente le rosette sia identico? Comunque hanno fatto veramente un salto di qualità nella parte degli ancoraggi! Se si guarda l'evoluzione da Appendix D del 2005 al capitolo con tutte le figure del 2019, tanta roba! . -
.
la 'rosetta' va sempre aggiunta però viene eliminato il problema della filettatura e della saldatura (testata forgiata)  .
. -
+1 .
Timoshenko : è sempre lui 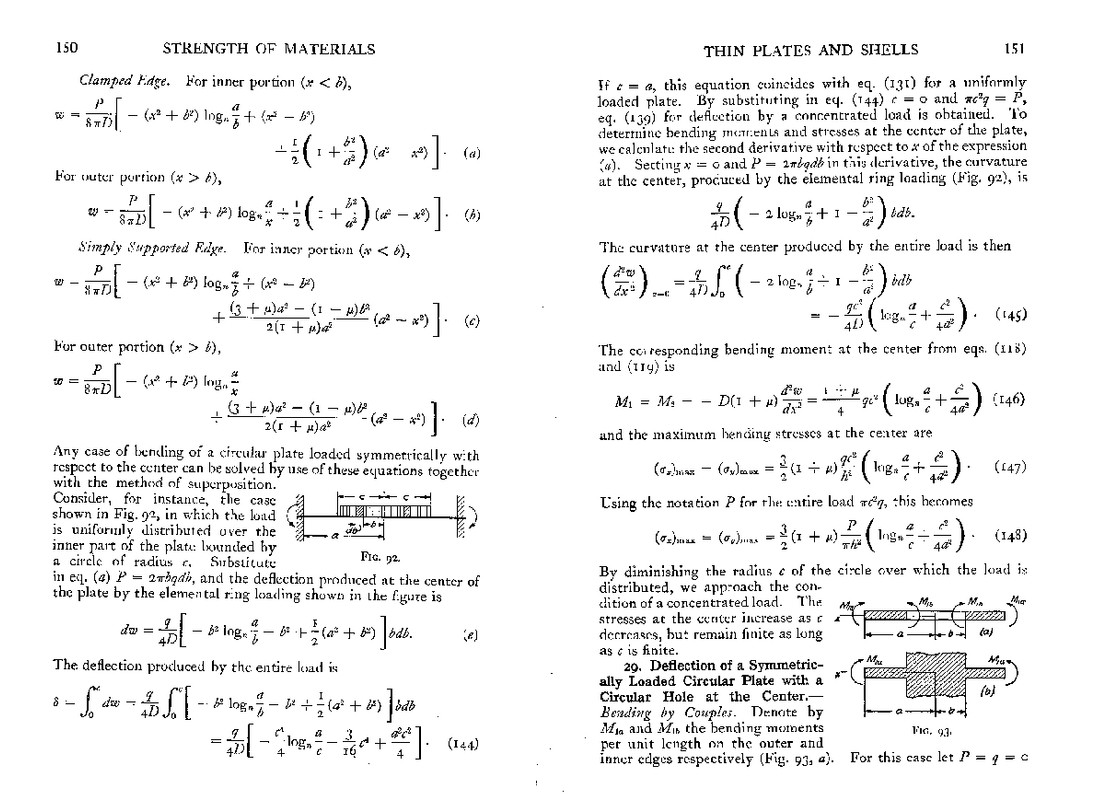
 .
. -
.
Tabella 9 di cui sopra 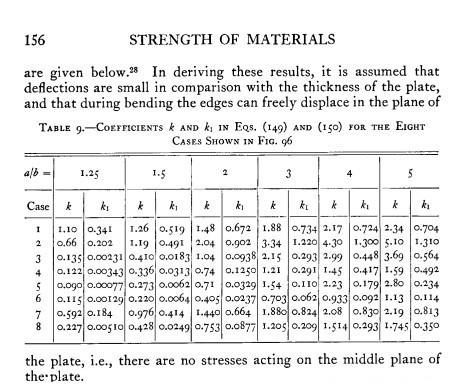 .
. -
.la 'rosetta' va sempre aggiunta però viene eliminato il problema della filettatura e della saldatura (testata forgiata)
Questo tipo di pioli è ottimo per l'installazione di macchinari: in sostanza li saldi e li metti insieme all'armatura, fai il getto (ci saranno degli assestamenti, quindi la posizione varierà leggermente, ma si possono tenere più piastre fra loro reciprocamente collegate con dei frame al fine di garantire le distanze reciproche) e poi vieni con il macchinario, lo metti in posizione e lo saldi alla piastra già pronta nel cls, o se queste sono già preparate con dei buchi filettati le imbulloni (tanto le distanze reciproche per il macchinario sono controllate dal frame). Per le strutture in acciaio mi sembra più complicato, poiché o si fanno delle saldature in opera (e allora tipo, se si ha un portale si può già piazzare tutto montato a terra e poi saldare) oppure le tolleranze fra le piastre reciproche durante la fase di getto per imbullonare i pilastri sono più difficili da tenere in conto.... In generale io conosco Koco e Nelson, che hanno il loro ETA ma ve ne saranno altri.
Certo è che la rosetta in questi casi non viene calcolata, poiché è già tutto standardizzato: ma quando si hanno sforzi grandi di trazione (anche più di 200 kN per singolo piolo) la cosa inizia ad essere necessaria, anche per aumentare l'area di cls!
Ogni volta che si apre quel libro c'è da imparare qualcosa... io rimango sempre stupito da come le fa facili le cose quando spiega..
Rosette che passione |

 Web
Web